Применение лазеров в технике
Однако через несколько миллисекунд они снова возвращаются в исходное состояние, беспорядочно изучая фотоны красного света. Поток их вдали оси стержня вызывает излучение новых фотонов, которые попеременно отражаются от зеркальных торцовых граней, увеличивая этим интенсивность общего излучения. При накоплении определенного уровня фотонов, они в виде потока красного света прорываются через полупрозрачный торец стержня наружу. Пройдя через оптическую систему фокусировки 4, лазерный пучок 5 попадает на изделие 6. Продолжительность импульса излучения лазерного луча равна тысячным и миллионным долям секунды.
Лазерный луч – это электромагнитные волны только одной длины, и поэтому такой луч фокусируется в объёме, стремящемся к точке. Вот почему плотность мощности лазерного излучения может достигать колоссальных значений - миллиардов киловатт на квадратный сантиметр (рис. 2). Такой концентрации энергии достаточно, чтобы за время порядка 10-9 с. вызвать испарение любого вещества.
4 5 6 2 3 1![]()
![]()
![]()
![]()
![]()
![]()
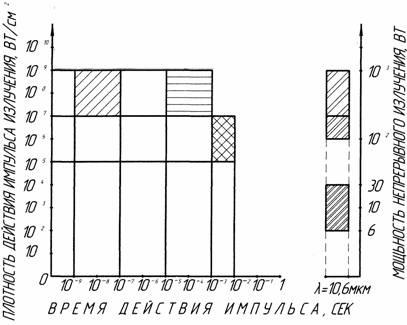
Рис. 2. Параметры лазеров для различных технологических операций
Обилие различных типов лазеров определяет широту сферы их применения. Трудно даже перечислить все области, где лазеры не только с успехом могут заменить старые технические средства, но и создать принципиально новые возможности.
Практическое применение лазеры получили в основном в двух направлениях: первое направление связывают с применениями, в которых лазерное излучение, высокой мощности используется для целенаправленного воздействия на вещество. Сюда относят лазерную обработку материалов (например, сварку, термообработку, резку, пробивание отверстий), лазерное разделение изотопов, применения лазеров в медицине и т. д.; второе направление связывают с так называемыми информативными применениями лазеров — для передачи и обработки информации, для осуществления контроля и измерений.
Самым первым испытанием, в котором лазеры в полном мере проявили свои выдающиеся способности, была технология обработки металлов. На рис. 2 представлены характеристики лазеров, определяющие различные виды их технологического применения: 1 – размерная обработка деталей и узлов приборов микроэлектроники, 2 – прошивание отверстий, 3 – сварка. Столбики 4, 5 и 6 характеризуют мощность лазеров непрерывного излучения с длиной волны 10,6 микрометра, необходимую для операций резания стекла (6), керамики (5), металла (4).
Поверхностное упрочнение. Сущность процесса заключается в локальном нагреве участка поверхности детали до сверхкритических температур лазерным излучением. После прекращения действия излучения этот участок охлаждается в результате теплоотвода энергии во внутренние слои металла. Нагрев может осуществляться как с оплавлением так и без оплавления поверхности металла. Основная цель лазерного упрочнения – это повышение твёрдости и износостойкости поверхности детали.