Обеспечение шероховатости поверхности деталей приставными станками методами шлифования
В случае, если достижение требуемой шероховатости поверхности невозможно при применении лезвийного инструмента, то этого можно достичь при обработке крупногабаритных валов методами шлифования при помощи шлифовального устройства (см. рис.). При проведении операции шлифования обрабатывающий инструмент прижимается к поверхности и происходит процесс снятия металла.
Крупногабаритные детали можно шлифовать с прижимом абразивной ленты контактным роликом. Поверхность ролика армируют каким-либо упругим материалом, резиной, синтетикой или им подобными. Цель этих покрытий – восприятие вибраций в зоне контакта ленты с обрабатываемой поверхностью. Для обработки деталей ограниченной величины применяют копиры, они выполняются жесткими и из твердого материала.
Лентопротяжный механизм находится под действием знакопеременных возмущающих сил, которые вызывают колебания оси роликов, а так же появляются упругие колебания и колебания из-за неточности изготовления роликов и их опорных узлов.
Следовательно, движение ленты зависит от суммарного вектора колебаний всей системы. Поэтому для анализа сложного движения можно рассмотреть элемента абразивной ленты.
В процессе движения ленты на неё воздействуют переменные силы, что приводит к изменению ее усилия натяжения и воздействия на ролики. Изменение усилия натяжения находится в прямой зависимости от изменений: толщины ленты по длине; от различной величины размеров зёрен; от различной твёрдости обрабатываемого материала; от динамики вращения приводного двигателя и ещё от целого ряда различных факторов.
Все эти факторы заставляют колебаться оси роликов. Наибольшее влияние на процесс обработки оказывает контактный ролик.
На процесс шлифования влияют: кинематика лентопротяжного механизма, форма обрабатываемой поверхности, площадь контакта ленты с поверхностью, сила прижатия ленты, параметры режущей поверхности ленты, физико-механические свойства детали и т.д.
Процесс шлифования детали зависит от строения слоя абразивного зерна: геометрической формы зерна, глубины залегания и расстояния между зёрнами, плотности зёрен на единице поверхности, вязкости клеевого состава и т.д.
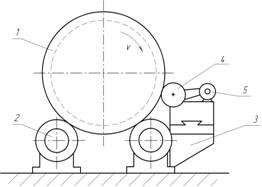
Рис. Шлифовальное устройство
Максимальное число абразивных зёрен, расположенных на единице объёма поверхности ленты, ограничено их размерам. Следовательно, во время шлифования количество зёрен контактирующих с деталью является переменной величиной из-за разности высоты залегания зёрен и разности расстояния между зёрнами, которое меняется из-за перегиба ленты на контактирующем устройстве. В процессе формообразования обрабатываемой поверхности крупногабаритных валов, усилие прижатия ролика можно регулировать, одновременно меняя жёсткость ролика за счёт материала, из которого он изготовлен, это позволяет получить различное пятно контакта ленты с деталью.
Следовательно, при изменении пятен контакта изменяется количество зёрен одновременно режущих поверхность детали.
Использование эластичных роликов позволяет равномерному распределению давления, следовательно, появляется возможность равномерной нагрузки зёрен, одновременно участвующих в процессе резания, а, следовательно, получается поверхность, равномерно обработанная при определённой шероховатости.
Применение жесткого контактного ролика и увеличение силы его прижатия приводит к тому, что обработанная поверхность может деформироваться или в неё внедряться зёрна.