Датчики для проведений измерений в процессе обработки
Важнейшими элементами систем управления являются датчики, предназначенные для получения количественной информации о подлежащих измерению механических, тепловых, оптических и других величинах.
Так как системы управления строятся в основном на основе электронных регуляторов, то при изменении любых величин чаще применяются электрические средства измерений, обладающие рядом преимуществ.
· простотой изменения чувствительности в широком диапазоне значений измеряемой величины за счет использования усилителей электрических сигналов;
· малой инерционностью электрической аппаратуры, позволяющей использовать одни и те же средства измерений для процессов, протекающих во времени в широком диапазоне скоростей;
· практически мгновенной передачей сигнала на значительном расстоянии, упрощающей замеры в недоступных местах и позволяющей проводить одновременный замер большого количества величин разной физической природы на больших расстояниях.
Рассмотрим методику активного контроля точности поверхности измерительной головкой (рис.1).
Контроль точности поверхности проводиться во время обработки. Для контроля необходимо задать перемещения измерительного механизма и после измерений считать показания датчика.
Для проведения необходимых измерений механизм встраивается в КИМ, т.е. для считывания показаний датчика. В Copy CАD происходит аппроксимирование, а затем сравнение с 3D-моделью.
 |
Рис. 1. Схема контроля измерительной головкой.
Методика проведений измерений:
- проектирование изделий (возможность проектирования сразу с 3D-модели);
- проектирование обработки с разработкой управляющей программы;
- механическая обработка изделия на оборудовании с ЧПУ;
- контроль получаемой поверхности с использованием того же оборудования, либо с использованием специальной КИМ;
- доработка;
После проведения замеров создается структурированная сетка (рис.2), после аппроксимации создается модель измеряемой поверхности (рис.3). Таким образом, активный контроль датчиками позволяет проводить измерения с совпадением технологической и измерительной базы.
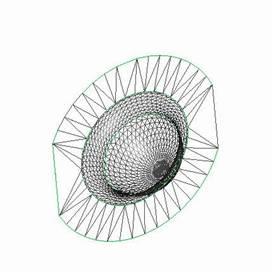 |
Рис.2. Сетка измерений
 |
Рис. 3. Плоскость снимаемых измерений
Список литературы
1. Автоматизация производственных процессов в машиностроении: Учеб. Для втузов/ Н. М. Капустин, П. М. Кузнецов, А. Г. Схиртладзе и др.; Под. Ред. Н. М. Капустина. – М.: Высш. шк, 2004. – 415с.: ил.
2. Автоматизация производства (металлообработка): Учебник для нач. проф. образования/Б. В. Шандров, А. А. Шапарин, А. Д. Чудаков. – М.: Издательский центр «Академия», 200. – 256с.