Реализация CNC системы на токарном автомате С40
Белгородский государственный технологический
университет им. В.Г. Шухова
РЕАЛИЗАЦИЯ CNC СИСТЕМЫ НА ТОКАРНОМ АВТОМАТЕ С40
В настоящее время в нашей стране используются токарные автоматы, для управления которых используются кулачковые командные аппараты, которые обладают следующими недостатками: низкой точностью, ненадежностью, требуют разработки для каждой детали кулачков на привод револьверной головки и пр. Для устранения этих и других недостатков необходима разработка систем CNC. Для чего необходимо:
1. Разработать управляющую программу для реализации системы управления.
2. разработать модуль сопряжения для управления электромагнитными устройствами.
3. Установить силовой привод валов на шаговый двигатель.
Подобная схема была уже реализована на токарном автомате С40
Краткое описание принципа действия системы.
Общая блок-схема реализации CNC токарного автомата представлена на рис.1.
В данном случае управление станком осуществляется посредством подключенного к нему персонального компьютера (на котором предустановленно программное обеспечение для данного станка) через LPT-порт.
В модуль сопряжения поступает информация о положении привода суппортов кулачков при помощи Бесконтактного датчика положения ДБП 1. Данный датчик считывает количество зубьев, прошедших через зону считывания за единицу времени. Полученная информация направляется на ПК для обработки, где делается вывод об угле поворота привода за единицу времени. После обработки данных при помощи ПК подготавливается управляющая программа и посылается обратно в модуль сопряжения. Полученная программа выводится на пульте
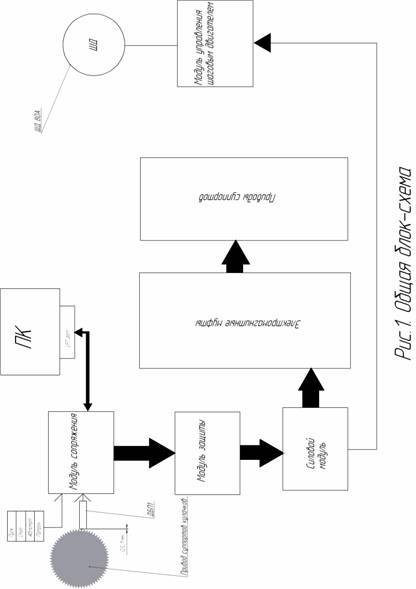
управления рабочего, после чего тот принимает решение о запуске процесса.
После запуска процесса производства данные передаются в модуль защиты, где проверяется безопасность выполняемой операции. После проверки правильности выполнения процесса модуль защиты подает команды на Силовой модуль (силовой шкаф), который, в свою очередь подает команды управления на электромагнитные муфты (подключающие в цепь привод суппортов) и Модуль управления шаговым двигателем. Модуль управления шаговым двигателем подает команды шаговому двигателю ШД 80А, который приводит в движение привод суппортов
Данная система позволяет оптимизировать и упростить работу персонала, что в свою очередь приводит к повышению производительности и снижению затрат.
При реализации компьютерных систем управления станками ключевым вопросом является разработка проблемно-ориентированного программного обеспечения для используемых средств вычислительной техники, реализующего весь комплекс задач управления. При этом не только структура, функциональные возможности и технические характеристики используемых базовых средств вычислительной техники влияют на способ декомпозиции системы, но и функциональная взаимосвязь отдельных программных блоков, наличие отработанных решений для них могут определить выбор базовых средств системы в целом.
Список литературы:
1. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. М., “Высшая школа”, 1973.
2. Ан Ж. и др. Датчики измерительных систем: В 2-х кн. – М.: Мир, 1992.
3. Андреев В.П., Сабинин Ю.А. Основы электропривода. – М.; Л.: Госэнергоиздат, 1963. – 772 с.
4. Андрющенко В.А., Ломов В.С. Электронные и полупроводниковые устройства следящего привода / Под ред. В.С. Ломова. М.: Машиностроение, 1967.
5. Анхимюк В.Л., Опейко О.Ф. Проектирование систем автоматического управления электроприводами. Минск: Выcшая школа, 1986.