Автоматизация процесса обработки труб
Существующие станки 1С46 и 1С48Н для обрезки и обточки концов асбестоцементых труб, применяемые на комбинатах асбестоцементных изделий, расположены на расстоянии 5 м друг от друга и имеют индивидуальные устройства для подъема и перекладки труб. Подача труб со стеллажа-накопителя заготовок в подъемники обрезного станка производилась вручную, что вызывало соударения труб на стеллаже и снижало их качество. Операции по подаче труб были трудоемкими, и производительность станков была низкой.
В настоящее время разработаны кoнcтpyкции мexaнизмa –пepeклaдчикa для подачи к станкам труб больших диаметров. Перекладчик труб работает в автоматическом режиме, увязанном с режимом работы конвейера гидротермальной обработки и трубообрабатывающих станков.
Автоматический перекладчик труб (рис. 1) состоит из рамы (1), движущейся по замкнутому контуру. Горизонтальное перемещение рамы осуществляется с помощью гидроцилиндров (4), штоки которых укреплены на корпусе рамы, а основания - на осях (2) и (6), Оси установлены на роликах: (8), катящихся по внутренним полкам швеллера № 10 или 12. Для подъема рамы служит гидроцилиндр (7), шток которого связан с шатуном (8), укрепленным на оси (6). Усилие подъема передается с помощью тяг (5) на ось (2), что обеспечивает плоскопараллельное перемещение рамы в поднятом положении. По окончании обрезки труб, при отходе задней бабки трубоотрезного станка (11), включается конечник подъема рамы. По достижении заданной высоты рама движется в горизонтальной плоскости; при этом очередная труба, подлежащая обработке, снимается со стеллажа-накопителя (9) заготовок, где ее удерживал поворотный рычаг (10), и подается к трубообрезному станку. Одновременно предыдущая труба продвигается к станку (12) для обточки концов, а обточенная труба - к стеллажу-накопителю обработанных труб (13), По достижении рамой крайнего положения срабатывает конечный выключатель, подающий сигнал на опускание рамы, и трубы размещаются на указанных позициях. При возврате рамы в исходное положение срабатывают конечники включения станков, и по их сигналу начинается обработка труб.
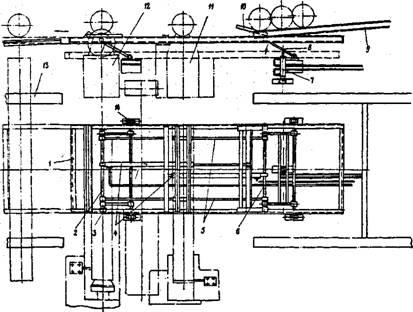
Рис 1. Схема автоматического перекладчика труб
Вся конструкция опирается на фундамент через подшипники (14),Расстояние между станками 1С46 и 1С48 составляет 1метр.
Автоматизирована также уборка oт станков стружки и отрезанных колец. Они подаются общим для обоих станков ленточным транспортером контейнер, установленный в приямке.
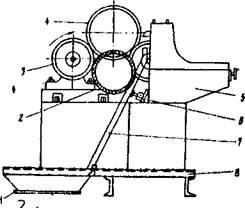
Раньше отрезанное от труб большого диаметра кольца попадали в контейнер целиком, в результате чего емкость последнего использовалась не полностью. В настоящее время по предложено к станку IC46 внедрить приспособление для дробления колец (рис. 2). Оно крепится к роликам, вращающим трубу, со стороны, противоположной резцу, и представляет собой дополнительное кольцо шириной 60 мм и ограничительный диск диаметром 400 мм, укрепленный на одном валу с роликами. Расстояние между дополнительным кольцом и желобом, направляющим отрезанные кольца на транспортер, меньше диаметра обрабатываемых труб, благодаря чему кольца раздавливаются на 4-5 частей. Желоб изготовлен из швеллера № 16.